Tom Meyer taught a class today on using our new resin printer, an Elegoo Saturn 2. A few example prints were shown to the class including this model boat which is 11 inches long. We are using a water soluble resin which has less fumes than alcohol based resins. We are excited to teach our members and the public about this effective method of making high resolution 3D prints safely and effectively!
All of our members are able to use the printer at no additional cost, materials costs are covered by classes like this!
Hive76 is hosting a Halloween party and you’re invited! Members and friends of Hive are welcome to our spookyspace to celebrate the most maker-centric holiday. [citation needed] After our gradual reopening after lockdown, we’re excited to be at the point to have a social event with everyone again.
Libations (alcoholic and non) will be provided as well as snacks. Costumes are welcome but not required. Check hive76.slack.com for the latest details and to help us plan. As always, vaccination requirements apply for anyone visiting the space: (https://www.hive76.org/covid/index.html)
Thanks to all members and guests who followed our COVID rules. As vaccinations increase, we’re relaxing our restrictions.
Got your shot? Masks can come off!
If you’ve received your COVID-19 vaccine(s) and reached the point of full immunity, masks are optional.
If you’re not vaxxed, keep wearing a mask
If you haven’t recieved a COVID-19 vaccine and reached full immunity, masks are still required to protect other members
No more occupancy limits
In accordance with guidance, we’re lifting social distancing requirements and our reduced occupancy limits.
We look forward to seeing your faces in the space again – it’s been too long! Assuming conditions continue to improve, we’re planning to host an official reopening party in mid-late summer so we can all get together again.
We have another pair of upgrades to our woodworking shop. We’re happy to add a brand new Dewalt 735x thickness planer. It does an impressive job of surfacing rough wood to a silky smooth finish. And to deal with all the wood-chips it generates, we’ve also installed brand new dedicated dust collection. We’ll eventually be setting up hookups from all our power tools to the new dust collector.
The Hivelord made an appearance at the STEAM Fair at the Barnes, in his new business friendly attire, along with Hive76 members Chris Terrell and Mike Barretta! In case you didn’t know, STEAM stands for Science, Technology, Engineering, Arts, and Mathematics, ie all the good stuff. Mike was there to entice visitors into the STEAM lifestyle with his custom portable gaming machines based on the Raspberry Pi and emulationstation, while the Hivelord took photos of unwitting participants using his face, and thus stealing a tiny portion of their soul (as it is told in The Legends). Click the link below to see the photos from the Barnes!
If you are familiar with 3D printing, you may know of one of the most frustrating constraints in the process: overhangs. For those new to the tech, Material Extrusion machines like the RepRap and Ultimaker extrude molten plastic into air to produce 3D objects. But molten plastic is subject to gravity, so each bit of plastic needs to be supported by a previously printed layer.
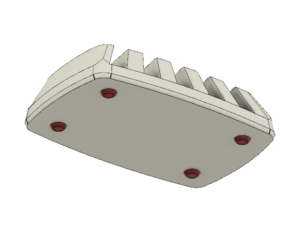
There are a lot of solutions for this constraint. Designing an object not to have overhangs is one approach. Most 3D printers also use one or more materials to print supporting scaffolds for overhanging features. But removing the printed scaffold can sometimes be a mess. Take the example show here of a soap dish:
This model will print really well with the large flat surface placed on the build plate, but the four feet shown in red project below that surface. To print this as is, you would need support structure underneath the entire print with just the feet touching the print bed. Support scaffolding can be a mess, but I have a new method that can avoid support material altogether: flip the print over and print on the nice flat surface. With this approach, the trick is holding the model in place upside down while the feet are printed. The molten plastic will bond to the previously printed part, and the feet will become a permanent part of the soap dish.
3D printed fixtures are already a selling point and common practice in the professional additive manufacturing field, but I haven’t seen any examples of this among the DIYers and consumer 3D printer operators. A 3D printer has the ability to make any tool needed, even single use fixtures for a simple soap dish model. It only takes a bit of CAD to produce a working set of fixtures that will be printed and left installed on the print bed. Take a look at the embedded 3D model below and I will describe the process step-by-step.
CAD your model. I use Fusion 360 because it is quite powerful, and free to use until I start making money.
Create separate bodies for the fixtures and features that will be printed separately. Here the fixtures are in green, and the feet in red. They need to be separate bodies (not joined) so they can be exported separately.
I created the fixtures for this soap dish by starting with a sketch that is in plane with the flat top of the soap dish. Then I extruded that sketch with the option “to object” so it would match the dish’s contour. I also included an offset. See that dialog box here:
It helps that this model, the fixtures, and the feet are all symmetrical. The slicing software Slic3r will automatically center our parts in the printer, a feature we will rely on in this process.
Create the additional features as separate bodies, see as red in the model above.
Export 3 separate STLs: model, fixtures, additions. You can export STLs with multiple shells like the 2 fixtures or 4 feet with this trick.
Slice and print your main model as normal.
Slice the fixtures STL, but use the Brim setting to ensure really good bed adhesion.
Edit the fixtures Gcode to remove your end.gcode and anything else that might turn off a heated build plate. Our fixtures need to stay stuck to the 3D printer. My first attempt failed because the print bed cooled down and the fixtures popped right off.
Slice the additional features STL.
Edit the additional fixtures Gcode to remove any start.gcode including homing commands.
Add G92 Z0 to the top of this additional features Gcode. G92 will set the printer position to Z0.
These two Gcode files will printed back to back with your intervention in the middle. Pay attention to the time.
Print the fixtures Gcode. When it ends, place your model into the fixture. If it doesn’t have a snug fit, tweak the CAD to find the right geometry to hold your model. It doesn’t need to be clamped in, just secure enough that the nozzle won’t move your model.
Now manually move the nozzle so that the tip is right at the flat “underside” of the model. Also home X and Y in case they shifted.
Print the additional features Gcode. Keep a finger on the power or reset button. My second attempt to print this failed because I forgot the G92 Z0 and smushed the nozzle into my print.
If all goes according to plan, the printer will add your additional features directly to your existing model.
Check out a timelapse of my third and successful attempt at adding feet to my soap dish.
This technique could be used to make more permanent fixtures that can be reattached to the printer. You could use this to 3D print customizations onto previously printed or mass produced items. It may require more plastic than support material, but could save the time and effort of removing stuck-on scaffolding. It’s always good to have multiple options to the same result.
If you do 3D print some fixtures, please share the process or results with me! Happy 3D printing!
p.s. I’m running a 3D printed gift exchange this holiday season. If you have the skills and the means, please join up and 3D print a gift for someone else! Join here.
Our old Makerbot case sitting in the scrap parts bin has been resurrected as a grow case for my terrariums! All it took was an afternoon, some scrap plastic sheets, a few LED strips + power supply, and liberal use of a hot glue gun.
Humanity reached a big milestone this year. For millions of years, every tool that homo sapiens has ever made has had one thing in common: it was made on Earth.
The first 3D printer in space from Made in Space
But this year we successfully launched a 3D printer into space, marking the first time in human history that we can make an object off the surface of the earth. The group that has made this possible (besides NASA) is Made in Space, a company founded to prove that off-world additive manufacturing is both possible and the next step in space colonization. I talked with Made in Space co-founder Mike Chen about the future of making in space.
Getting to space is getting easier each year, but even with the new SpaceX Dragon missions, the cost of putting a kilogram of mass on the International Space Station is still about US$22,000. That makes it unreachable for most of us. In 2010 Made in Space saw a chance to disrupt this rocket-powered supply chain and enable manufacturing in space using newly available consumer 3D printer technology. They ran countless tests of existing consumer 3D printers onboard a reduced gravity aircraft (aka the Vomit Comet) to find a suitable design. Mike explained the problem, “We actually get a few emails a week [where] someone takes a printer and turns it upside down or sideways and says, ‘See? This prints upside down, so why wouldn’t this printer work in space?’ You know, you’re just not really thinking it through. Gravity is still there, acting as a force to hold things in place.” Remove that force and everything starts to oscillate. Also, heating elements in microgravity are difficult because there is no natural convection to circulate hot air, making passive cooling nearly impossible. The machine also needs to withstand the violence of launch, which may be the biggest build challenge. The Made in Space team decided that they needed a design of their own.
Mike says that’s one of the reasons the space stations exists, to experiment with how different systems act in micro-gravity. This is very much an experiment and is being treated as such. On November 17th, the printer was installed in the Microgravity Science Glovebox (MSG), a facility on the ISS dedicated to possibly harmful experiments, and a perfect place to safely test new technologies. Now that the machine is ready, the first extraterrestrial manufacturing will commence soon.
Zero Gravity 3D printer, image courtesy of Made in Space
I pressed Mike for some details on the machine itself. It’s a Material Extrusion machine like most consumer 3D printers on the market. That means it’s full of steppers; everyone loves steppers. In order to limit their unknown variables, they decided to use ABS plastic as their material. It’s one of the most well known polymers and is a very useful material. ABS does have toxic offgassing, so in addition to being housed in the MSG, there are environmental filters to protect the astronauts’ precious atmosphere. A 3D printing professional will also appreciate these simple design guidelines presented by Future Engineers who host a challenge to inspire schoolkids to design an object to be printed in space. Those guidelines also call out the build volume of 5cm x 10cm x 5cm and specific design hazards posed to an astronaut. Printed parts must not have any support structures or require post processing, which could release small particles in the air that can get in everything, including the astronauts. The standard 45° overhang is present as well. Maybe the next machine will be a 5 axis robot that can follow clever 3D toolpaths and truly print any geometry.
This machine has been designed with multiple design constraints to contend with. These constraints really drove Made in Space to develop their own machine and IP. On the ISS, an hour of an astronaut’s precious time will cost about $50,000. That means no fiddling with extruder tensions or babysitting the machine as it prints. So the printer only has one button, the ON button. Everything else is handled from ground control thanks to the MSG’s video cameras.
The big question is, what will they print first? Made in Space is being very secretive about this, but we won’t have to wait long to find out. The first print will be a special milestone, but subsequent prints will be test coupons that can be compared to prints made in an identical machine on terra firma. After proving the printer’s quality, there is a long list of useful objects that are needed on the ISS. There are hundreds of replacement parts already in storage on the station, but in the future those parts will be made on demand. At that point each kilo of printer material becomes a lot more valuable and versatile. There is even new opportunities to improve the lives of the astronauts by allowing family members to send digital gifts into orbit. In 2009 Randy Bresnik’s daughter was born while he was on an ISS mission. Imagine in addition to a photograph, Randy holding a 3D print of the newest Bresnik while passing out bubblegum cigars to his fellow astronauts.
You too can design something to be produced in space. Mike was keen on energizing the thousands of brand new 3D designers in the world to help solve problems in space. This machine gives an amazing amount of access to the 3D printing community on Earth. Made in Space is very receptive to ideas about what should be manufactured in space. Reach out and find a novel solution to a unique problem and there may even be a commercial benefit in it for you. See what Made in Space is doing on their website and follow Mike Chen on twitter: @MikeChen. These are exciting days.
We are soliciting applications for the following projects:
Project 1: e-NABLE 3D Printed Prosthetic Devices
In collaboration with the worldwide e-NABLE group, and Gloria Gogola, M.D. at Shriners Hospital for Children, Fellows will aid in the design, 3D printing, testing, and refinement of open-source prosthetic hand and finger designs. This unique fellowship will bring 3D printing into the clinical setting, working closely with Dr. Gogola and her patients in need.
Project 2: Selective Laser Sintering (SLS)
Fellows will augment and refine the open SLS design pioneered by Andreas Bastian last year. SLS machines typically cost $50k or more, we built ours for under $15k. This year we will focus on powder manufacturing and powder handling, as well as characterization of SLS parts via scanning electron microscopy (SEM) and mechanical testing.
Project 3: OLED 3D Photolithography of Living Tissues
Related to Anderson Ta’s exciting digital light projection (DLP) photolithography last year, Fellows will investigate and program organic light emitting diode (OLED) screens as a light source for 3D photolithographic printing of living tissues. Chemical functionalization of glass surfaces will also be investigated to passivate the screen surface and aid in detachment and 3D printing from the light source surface.
Project 4: Open Source Ink Jet Printing of Bacteria
A continuation of Steve Kelly’s inkshield augmentation of RepRap motherboards to print living bacteria, Fellows will investigate fluid mechanics, python scripting, and multicolor printing to create interacting bacterial colonies on top of and within agar gels. Fellows will also learn how to insert genes of interest into bacterial colonies for protein production. Steve’s 2013 AMRI Presentation is available here.
On Wednesday, Feb 19th 5:30-8:00 p.m Hive 76 will be at The Philadelphia Museum of Art!
Come out and support us on this PAY WHAT YOU WISH ADMISSION night. Let us share and explain some of our great projects while you view some of the Museum’s amazing collection for as little as a penny!

























{kind=link}